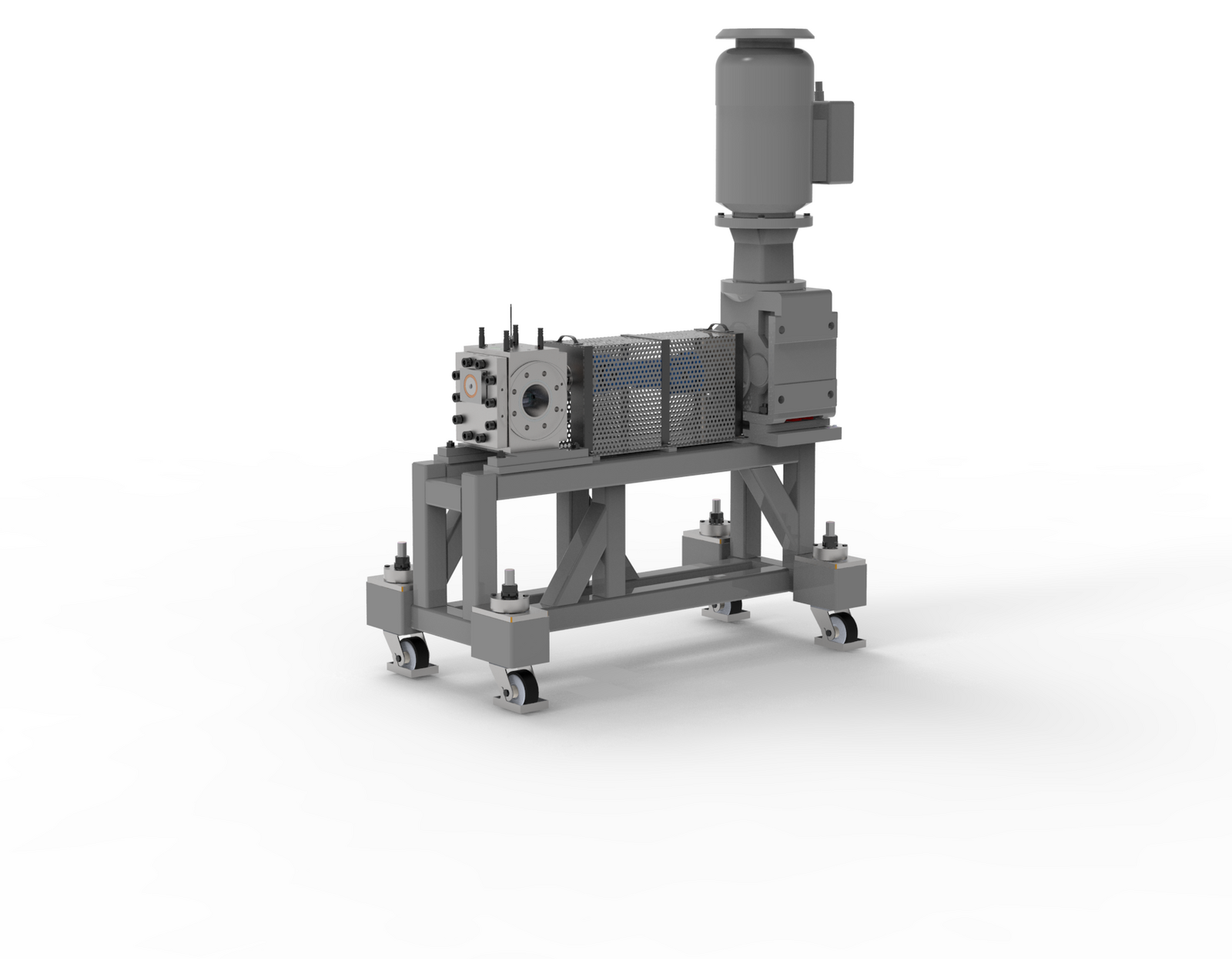
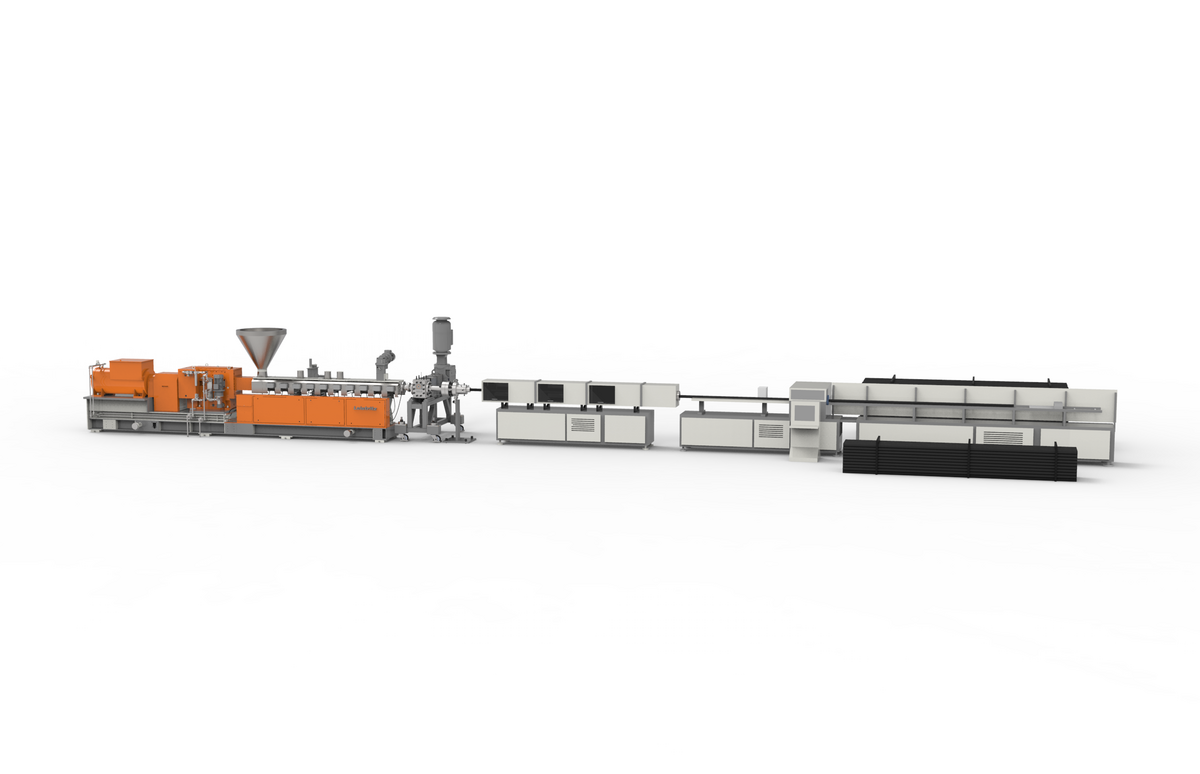
Pipe extrusion with melt pumps
Pipes are often made from plastics using the direct extrusion process. In this process, the desired material is melted in an extruder and pressed through an extrusion die/pipe head nozzle, in which the actual pipe is then created. So-called polyolefins are used for pipe extrusion. These plastics are semi-crystalline thermoplastics that have very good properties and can be easily shaped and processed. The best-known polymers from this group are:
- Polyethelene (PE)
- Polypropylene (PP)
- Low-density polyethylene (LDPE)
- Linear low-density polyethylene (LLDPE)
- High-density polyethylene (HDPE)
In extrusion, it is important that the mould is always supplied with sufficient polymer melt and a constant pressure.